

Штамповка — процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте — штампе; разновидность кузнечно-штамповочного производства. По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть.
Производственные мощности позволяют изготавливать большей количество штампованных изделий в месяц, весом от 0,2 до 15 кг. Из конструкционных и низколегированных сталей(18ХГТ, 20Х, 25ХГТ, 40Х и т.п. )
Нередко подвергаются штамповке некоторые алюминиевые, магниевые, медные, латунные, бронзовые и другие цветные сплавы.
При штамповке их приходится более точно соблюдать режимы. Конструируя поковки, следует принимать как можно меньшие штамповочные уклоны и возможно большие радиусы закругления (примерно на 20— .40% больше, чем для стальных поковок).
Горячая штамповка — высокопроизводительный и экономичный способ изготовления деталей высокой прочности. При штамповке все поковки получаются одинаковой формы и размеров. Штампованные поковки могут иметь сложную форму и в то же время небольшие припуски и допуски.
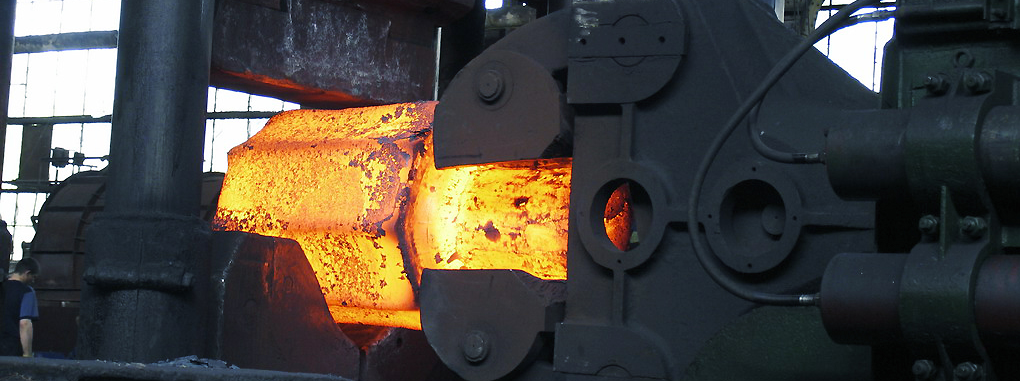
ШТАМПОВКА НА МОЛОТАХ И ПРЕССАХ
При разработке технологии штамповки поковок в закрытых штампах основное внимание обращается на характер течения металла в штампах.
Подготовку заготовок перед укладкой их в окончательный штамповочный ручей ведут в заготовительных ручьях штампа. Такими ручьями в молотовых штампах являются пережимные, протяжные, подкатные, формовочные, тибочные, отрезные, площадки для осаживания и расплющивания и высадочные. При штамповке на кривошипных прессах применяются ручьи пережимные, формовочные, гибочные, высадочные и другие.
Полный цикл изготовления штампов включает в себя изготовление заготовки штампа ковкой или отливкой, механическую обработку полости штампа на станках, термическую обработку — закалку и отпуск и, наконец, доводку штампов. При расчете и конструировании молотовых штампов обязательно должны учитываться уклоны ручья и радиусы закруглений в зависимости от величины поковки, а также порядок расположения ручьев в штампе. Известно, что при работе на молотах металл более интенсивно течет вверх, поэтому наиболее выступающие участки поковок располагают в верхней половине штампа. При штамповке на прессах заполнение верхней и нижней половинок штампа происходит одинаково. На горизонтально-ковочных машинах вставки закрепляются в блоках полуматриц или в пуансонодержателе. При штамповке на кривошипных горячештамповочных прессах, а также иа фрикционных прессах вставки закрепляются на плитах пресса.
Если Вы хотите заказать штамповку деталей по самой низкой цене, обратитесь к нам! Мы занимаемся штамповкой деталей из любых сталей.




